Cuidado con las trampas de bajo precio en las tintas inkjet digitales: Exponiendo los «trucos de bajo costo» en cinco categorías clave
Al navegar por la amplia gama de tintas inkjet digitales en el mercado, el «precio bajo» suele destacarse como el argumento de venta más tentador. Sin embargo, detrás de esta etiqueta aparentemente económica, los proveedores poco éticos suelen esconder trucos para reducir costos que terminan costándole más a largo plazo: no solo elevan los gastos continuos, sino que también arriesgan daños al equipo, mala calidad de impresión e incluso disputas costosas en el servicio posventa. Hoy, desglosaremos la verdad detrás de las tintas de bajo precio en cinco categorías principales de inyección de tinta, ayudándole a evitar trampas al comprar.
1. Tintas a base de solvente: Recortar costos equivale a una «doble pérdida»: el desperdicio oculto se esconde tras los bajos precios
Las tintas a base de solvente se utilizan comúnmente en publicidad exterior, señalética industrial y aplicaciones similares, donde la adherencia básica y la resistencia al clima son imprescindibles. Las tácticas de bajo precio de proveedores poco éticos se reducen a «materiales inferiores y cantidades reducidas», engañando a los compradores para que crean que ahorran dinero mientras sacrifican calidad y valor:
- Materiales primarios «rebajados» elevan los costos de mantenimiento: En lugar de usar colorantes importados certificados y solventes especializados, estos proveedores optan por alternativas de baja pureza e inferiores. El resultado: olores fuertes y obstrucciones frecuentes de las boquillas. Lo que antes era mantenimiento rutinario (una o dos veces al mes) puede convertirse en desmontajes y limpiezas semanales de boquillas, desperdiciando mano de obra y acelerando el desgaste de las boquillas.
- Densidad de tinta diluida aumenta el desperdicio de consumibles: Para reducir costos, se diluye fuertemente la concentración de la tinta, reduciendo drásticamente la intensidad del color. Lograr el tono deseado ahora requiere velocidades de impresión más lentas, más pasadas (impresiones repetidas) y mayor consumo de tinta. Si bien una botella de 1 L puede parecer barata al principio, ofrece un 30–50 % menos de volumen útil de impresión que una tinta de alta calidad, lo que eleva los costos totales.
- Envases con volumen reducido: El truco del «falso llenado»: Las etiquetas mienten sobre el volumen: una botella de «1 L» puede contener solo 800–900 ml, y un recipiente de «5 L» podría tener 200–300 ml menos. Comercializados como «bajo precio, gran capacidad», estos productos son en realidad «baratos pero con menos contenido»: usted termina pagando por tinta que nunca recibe.



2. Tintas eco-solvente: Aditivos nocivos ponen en riesgo la seguridad y la vida útil del equipo
Las tintas eco-solvente (a menudo llamadas «tintas solvente ecológicas») son populares para impresión interior de gran formato, arte decorativo y expositores, gracias a su bajo olor y amplia compatibilidad. Pero las opciones de bajo precio recortan esquinas «comprometiendo la seguridad y prometiendo un rendimiento exagerado», creando riesgos ocultos:
- Componentes nocivos en exceso ponen en peligro la salud y el equipo: Para ahorrar dinero, los proveedores usan acetato de butil éter de etilenglicol —un ingrediente de tinta solvente, no un componente estándar de eco-solvente— como base principal. Esto genera dos problemas graves: primero, el olor fuerte irrita las vías respiratorias en espacios cerrados; segundo, corroe las juntas de goma y las piezas metálicas dentro de las boquillas. Una boquilla que debería durar 1–2 años podría gotear u obstruirse en solo 6 meses, y su reemplazo cuesta 10–20 veces más que la tinta barata en sí.
- Durabilidad falsificada: Los costos de reimprimir superan los ahorros: Tintas que solo duran 8–10 meses al aire libre (contra sol y lluvia) se comercializan falsamente como «resistentes a la decoloración durante 2 años». Imprima pancartas o letreros de tienda con esta tinta y pronto verá amarilleo o descamación. El costo de reimprimir —materiales, mano de obra y tiempo de inactividad— supera con creces lo que ahorró en la tinta.


3. Tintas de sublimación: Colorantes deficientes arruinan la reputación del producto de la noche a la mañana
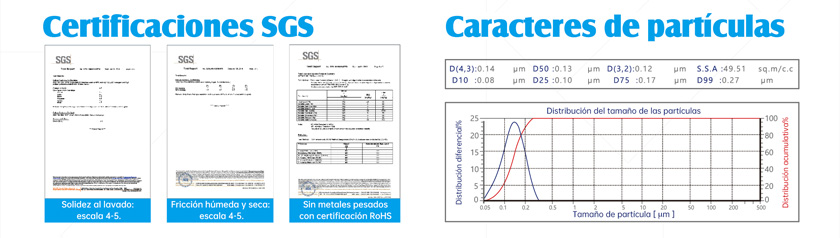
Las tintas de sublimación están diseñadas para impresión textil (camisetas, bufandas) y regalos personalizados (tazas, almohadas), donde la «solidez del color» y la «resistencia al lavado» son decisivas. Las opciones de bajo precio socavan estas cualidades esenciales, provocando fallas de calidad costosas:
- Reducción extrema de densidad de color: Colores apagados y no competitivos: Al reducir los niveles de colorante, los proveedores bajan costos, pero las impresiones terminan apagadas, con baja saturación e incluso «transparentes». En telas oscuras, el color base se ve, haciendo que los productos parezcan poco profesionales e invendibles.
- Colorantes baratos generan problemas posventa: En lugar de usar colorantes especializados para sublimación, los proveedores emplean alternativas de baja adherencia. El resultado: los textiles se destiñen o sangran tras 1–2 lavados, y los diseños en tazas se desprenden al calentarse. Esto no solo decepciona a los clientes, sino que genera devoluciones, quejas y daño permanente a la reputación de su marca.


4. Tintas UV curables: Lo «ecológico» se vuelve perjudicial — desaparece la resistencia climática
Las tintas UV curables son una opción popular para superficies duras (madera, vidrio, metal) porque secan al instante y emiten mínimos vapores (un beneficio ecológico clave). Pero las tintas UV de bajo precio recurren al «fraude de componentes» para reducir costos, eliminando sus ventajas y arruinando el rendimiento:
- Monómeros inferiores + solventes extra: Múltiples riesgos en uno: Las tintas UV de calidad dependen de monómeros fotocurables de alta pureza. Las versiones baratas usan monómeros nacionales de baja calidad y añaden solventes extra (para diluir la tinta y ahorrar dinero). Esto causa tres problemas: ① Los fuertes vapores destruyen la etiqueta «ecológica», haciéndolas inseguras para espacios cerrados; ② Los solventes corroen piezas precisas de las boquillas, acortando su vida útil; ③ El curado deficiente provoca impresiones blandas que se rayan fácilmente.
- Resistencia climática debilitada: Las impresiones exteriores fallan rápidamente: Los monómeros inferiores y el exceso de solventes destruyen la resistencia UV y las propiedades antienvejecimiento de la tinta. Señales exteriores o impresiones en fachadas de vidrio pueden amarillear, agrietarse o descascarillarse en solo 3–6 meses, contradiciendo totalmente la promesa de las tintas UV de «rendimiento duradero al aire libre».


5. Tintas DTF: Colapsa el rendimiento esencial — la impresión se vuelve poco fiable
Las tintas DTF (Direct-to-Film) son una opción reciente y popular para impresión textil, requiriendo tres cualidades clave: «cobertura» (ocultar telas oscuras), «elasticidad» (adaptarse al movimiento del tejido) y «estabilidad» (sin obstrucciones de boquillas). Las tintas DTF de bajo precio rompen las tres reglas, haciendo casi imposible la impresión:
- Resinas deficientes: Cero durabilidad en la transferencia: La adherencia del DTF al tejido depende de resinas especializadas de alta adherencia. Las tintas baratas usan alternativas de baja adherencia: las impresiones se desprenden con un simple roce, dejando los productos terminados inútiles.
- Densidad excesivamente diluida: Mala cobertura + boquillas obstruidas: La dilución repetida reduce costos pero deja la tinta demasiado líquida para cubrir telas oscuras (el color base se ve). Peor aún, la tinta diluida obstruye constantemente las boquillas: la limpieza consume horas, y las obstrucciones graves pueden arruinarlas por completo.
- Fórmulas inestables: Altas tasas de desperdicio: Proporciones desequilibradas de ingredientes hacen que la tinta se separe o sedimente. Imprimir se convierte en una pesadilla de líneas omitidas y color desigual, desperdiciando película de transferencia, tela y tinta. Solo el costo del material desperdiciado supera con creces los «ahorros» de la tinta barata.
En el competitivo mercado chino de tintas, los costos de producción y los márgenes de ganancia de productos de calidad son transparentes: no existe tal cosa como «alta calidad a precios irrisoriamente bajos». Las llamadas «tintas ultraeconómicas» son simplemente estafas: ahorro a corto plazo a cambio de dolor a largo plazo.
En nuestra empresa, nos regimos por el principio: «La calidad es nuestra línea de vida; la reputación, nuestro futuro». Nunca recortamos materiales ni mentimos sobre el rendimiento. Para nosotros, las ganancias a corto plazo no importan: estamos comprometidos a ofrecer tintas de alta calidad y costo-efectivas que le permitan imprimir con confianza, cada vez.